







神誉五金(图)-cnc铝制品加工价格-cnc铝制品加工
东莞市神誉五金科技有限公司
经营模式:生产加工
地址:广东省东莞市石排镇水贝荔枝园东路23号
主营:cnc加工,铣床加工,五金件加工,数控车床加工等
业务热线:0769-81722381
QQ:262548829
产品详情 联系方式
产品品牌:神誉五金
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
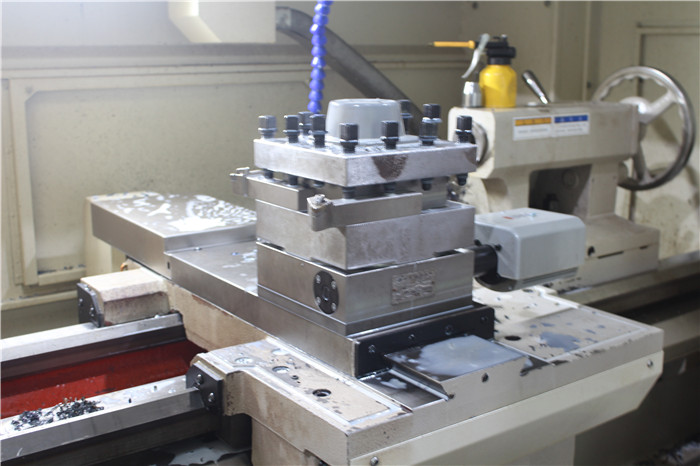
cnc零件加工的特点
数控零件加工的自动化程度非常够,大大减轻了工人的体力劳动强度,工人在加工过程中不需要像普通车床那般全程操控,主要是对车床进行观察和监督。但是相应的零件加工的技术含量比普通车床要高,因此相对普通车床要求更高的脑力劳动。
初期投资相对普通车床要大,因为数控车床的价格非常高,而且其维修成本以及加工初次准备期长。






cnc加工铝合金表面粗糙度如何达到0.8?
用直径大点的铣刀盘,转速尽量高些,但机床不能发震,粗铣留0.3-0.5mm余量再进行精加工,能不能达到取决于铣刀线速度够不够,刀片锋利与否。要直径大点的铣刀盘就是为了容易达到高线速度,光提高转速不加大铣刀盘直径效果不好。这样做一般情况是能达到0.8粗糙度的另外,精铣的时候要加足量切削液。

数控加工有哪些对刀技巧
对刀分为对刀仪对刀及直接对刀。我厂大部分车床无对刀仪,为直接对刀,以下所说对刀技巧为直接对刀。
先选择零件右端面中心为对刀点,并设为零点,机床回原点后,每一把需要用到的刀具都以零件右端面中心为零点对刀;刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。


周先生先生
手机:18027051516


