







梅州cnc车床加工-cnc车床加工报价-神誉五金科技
东莞市神誉五金科技有限公司
经营模式:生产加工
地址:广东省东莞市石排镇水贝荔枝园东路23号
主营:cnc加工,铣床加工,五金件加工,数控车床加工等
业务热线:0769-81722381
QQ:262548829
产品详情 联系方式
产品品牌:神誉五金
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
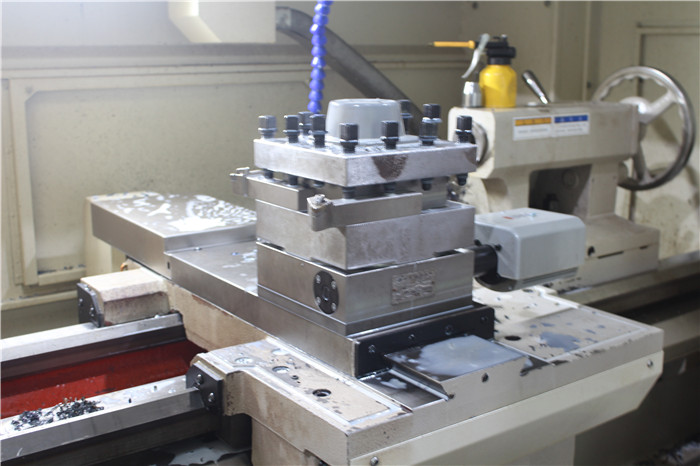
CNC零件加工质量要求
1.合理的用刀。
2. 加工前,用校表先检测刀具是否摆动在允许的公差范围内,保持工具干净,太脏对工件的精度和质量有一定的影响。
3.装夹时,注意看清楚工件和程式单的名称、型号是否相同,材料尺寸是否 匹配,装夹高度是否够高,用卡尺卡数。
4.程式单要与模具所标示的基准角方向一致,检查是否与图纸匹配。
5.程式单要正规化。
6. 机床加工速度操作员要严格控制好。
加工完后的工件要吹干净铜铁屑、油污,及挫干净批锋,放到完工的CNC工件区域






操作人员开始cnc零件加工时要把进给速度调到很小,单节执行,快速定位、落刀、进刀时须集中精神,手应放在停止键上有问题立即停止,注意观察刀具运动方向以确保安全进刀,然后慢慢加大进给速度到合适,同时要对刀具和工件加冷却液或冷风。
cnc加工开粗加工时不得离控制面板太远,有异常现象及时停机检查。开粗后再拉表一次,确定工件没有松动。如有则必须重新校正和碰数。在加工过程中不断优化加工参数,达较佳加工效果。

数控加工有哪些对刀技巧
对刀分为对刀仪对刀及直接对刀。我厂大部分车床无对刀仪,为直接对刀,以下所说对刀技巧为直接对刀。
先选择零件右端面中心为对刀点,并设为零点,机床回原点后,每一把需要用到的刀具都以零件右端面中心为零点对刀;刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。


周先生先生
手机:18027051516


